Non-Destructive Testing (NDT) is used by professionals in many different industries, from aerospace engineering to oil & gas, to evaluate materials, machinery, and components without causing damage or destruction to them.
Non Destructive Testing is crucial in ensuring the safety, reliability, and longevity of critical infrastructure, such as pipelines, bridges, buildings, aircraft, and nuclear power plants. Understanding the various NDT techniques and their applications can help you decide which method or combination of methods best suits your needs.
This article will provide a detailed overview of the NDT, including their principles, advantages, drawbacks, and applications of the most popular NDT techniques.
What is Non Destructive Testing ? Where is it used? How is it different than Destructive Testing?
Non-Destructive Testing analyzes the quality and integrity of a material or component without causing damage. NDT is used in manufacturing, oil and gas, aerospace, and construction industries to ensure product and structure safety, reliability, and cost-effectiveness.
Where is Nondestructive Testing Used?
NDT is a crucial method employed in various industries to test and analyze materials and components without destroying them. The following are the top five industries that find the most applications of NDT.
1. Oil and gas: The oil and gas industry rely heavily on NDT to ensure safe and efficient operations. It is used to inspect pipelines, storage tanks, and other critical components for internal and external defects, corrosion, and other anomalies.
2. Aerospace industry: NDT is employed in the aerospace industry to inspect aircraft wing structures, turbine blades, and other critical components for cracks or other defects that may affect their structural integrity.
3. Manufacturing industry: In the manufacturing industry, NDT are employed to inspect raw materials, components, and finished products for defects before they are used in the production process.
4. Nuclear industry: In the nuclear industry, NDT ensures the safety and integrity of critical components used in power plants. NDT is used to inspect reactor vessels, piping, and other critical components for internal and external defects.
5. Construction industry: In the construction industry, NDT is used to inspect the structural integrity of buildings, bridges, and other structures. NDT is used to identify defects such as cracks, voids, and other anomalies, which may affect the building’s stability.
NDT Codes and Standards
The NDT codes and standards ensure that consensual requirements and criteria for the NDT test methods and techniques are uniformly applied in various industrial sectors. They help maintain product integrity and ensure personnel and equipment safety.
Several organizations around the world create NDT standards and codes, including:
- American Society for Nondestructive Testing (ASNT).
- American Society of Mechanical Engineers (ASME).
- American Society for Testing and Materials (ASTM).
- American Petroleum Institute (API).
- Confederation of Non-destructive Testing (COFREND).
- CSA Group.
- Canadian General Standards Board (CGSB).
Adhering to these guidelines and standards provides consistency in testing practices, ensuring evaluations are conducted according to the same criteria across different industries and sectors.
What Is the Difference Between Destructive Testing and Non-destructive Testing?
Destructive Testing and non-destructive Testing are two important methods of evaluating the properties of materials. Destructive Testing is a technique that involves altering or damaging the material being tested. In contrast, non-destructive Testing does not damage the material and is used to assess the condition of the material without altering it.
Destructive testing techniques include macro sectioning, tensile Testing, and 3-point bend testing. Macro sectioning involves cutting a piece of the tested material and examining it under a microscope to determine its internal structure. Tensile Testing involves stretching the material until it breaks, providing valuable information about its strength and elasticity. 3-point bend testing involves applying a load to the material at two points, causing it to fracture and providing information about its strength and toughness.
While destructive Testing provides valuable information about the material being tested, it damages or destroys it, making this Testing unsuitable for evaluating expensive or irreplaceable materials.
NDT does not damage the material being tested, and it assesses the condition of the material without altering it, making it ideal for evaluating expensive or irreplaceable materials. Additionally, NDT can detect flaws or defects that may not be visible to the human eye, enabling organizations to take corrective action before catastrophic failure occurs.
Advantages of Non-destructive Testing Methods
The non-destructive aspect of testing materials without damaging them is one of its significant advantages, and it offers several other benefits, such as:
1. Efficiency: NDT helps evaluate an object quickly and accurately, reducing the time needed to conduct assessments without sacrificing their quality. This saves time and simplifies the testing process, making it easier for organizations to inspect equipment, structures, and critical assets regularly.
2. Safe Testing: This testing method uses specific techniques and tools that eliminate the need for destructive inspection. As a result, NDT prevents accidents or incidents that could occur using conventional testing methods, where destructive evaluation may involve handling hazardous materials or sharp tools.
3. Accurate and Reliable: By evaluating the object’s internal and external properties, NDT technicians can detect flaws that are invisible to the human eye. NDT finds defects that could lead to part or equipment failure, allowing organizations to take corrective actions before a substantial loss occurs.
4. Cost Effective: By using NDT, organizations save money that would have been incurred on replacing components or equipment. NDT helps diagnose a defect before it leads to the complete failure of an object, reducing long-term repair costs, downtime, and loss of income.
5. Prevent Accidents: Regular inspections using NDT techniques prevent accidents by identifying potential hazards early, ensuring equipment and structures are in good condition, and minimizing the risk of failure or malfunction. This is vital in industries where personnel and public safety are paramount.
Overall, NDT helps ensure safety, maintain integrity, and maximize the service life of the equipment.
The Most Common (NDT) Non-destructive Testing Methods and Their Application
Among the main used NDT methods are radiography testing, ultrasonic testing, liquid penetrant testing, magnetic particle testing, and eddy current testing. Apart from those, some more methods are worth mentioning in this article, such as AE, LT, and IRT.
These methods have varying strengths and weaknesses, but all aim to identify potential defects to ensure the safety and reliability of structures and materials. The following are the most commonly used NDT methods and their applications:
1. Visual Testing (VT)
Visual Testing (VT) is an NDT used to detect defects, damage, cracks, corrosion, and other problems in various industrial machinery and assets. It involves a visual inspection of the internal and external surfaces of the equipment to identify any signs of wear or damage. It is one of the oldest and most widely used NDT methods because it is simple, non-invasive, and highly reliable.
Visual Testing Applications
Some of the applications of Visual Testing include:
1. Quality Control: VT helps identify defects and abnormalities that may compromise the performance or integrity of the product, thereby ensuring that only the best quality products are released into the market.
2. Maintenance: Regular visual inspections can help detect wear and tear, corrosion, cracks, and other signs of damage, thus ensuring timely maintenance.
3. Safety: VT plays a vital role in ensuring the safety of personnel by identifying any potential hazards, such as leaks, cracks, or loose fastenings, that could lead to accidents.
4. Manufacturing Processes: Visual Testing is used in manufacturing processes to detect defects and ensure that the end product meets the prescribed specifications.
5. Aerospace Industry: VT is used to inspect aircraft surfaces, parts, and equipment for corrosion, fatigue, and cracks.
6. Automotive Industry: Visual inspections are performed at various stages to detect defects such as dents, scratches, and paint imperfections.
7. Power Generation: VT inspects and maintains turbines, generators, and other power plant components.
2. Liquid Penetrant Testing (PT)
The Liquid Penetrant Testing technique involves the application of a low-viscosity liquid, also known as a penetrant, over the surface of the asset being inspected. The liquid can seep through the cracks and pores within the material, thereby highlighting any potential discontinuities. The penetrant liquid is left to dwell on the surface for a predetermined time to ensure that it reaches deep into any cracks or pores that may be present.
After the dwell time has elapsed, the excess penetrant is removed from the surface, and a developer liquid is applied. The developer liquid acts as a chemical spray that reacts with the penetrant, causing it to rise to the surface and reveal any flaws or indications of discontinuity. The result is a contrasting color image that identifies any defects or anomalies on the surface of the inspected component.

Liquid Penetrant Testing (PT) Applications
Some of the applications of Penetrant Testing include:
1. Welded Materials: PT is used to ensure that the welds are free of any surface cracks, porosity, or inclusions that may be present in the welds.
2. Pipes Testing: PT is used to detect any leaks that may occur in the pipes or fittings by applying it on the surface of the pipe. Any cracks or discontinuities will be highlighted, and necessary repairs can be made before the pipe is put into service.
3. Castings: PT is used to detect surface cracks, blowholes, cold shuts, and other defects in castings.
3. Magnetic Particle Testing (MT)
During Magnetic Particle Testing, a magnetic field is introduced to the material being tested, which causes any magnetic particles to align themselves with the lines of force created by the magnetic field. When a magnetic particle is introduced to a surface and sub-surface flaw or impurity, it will be attracted to the site of the flaw, creating an easily visible indication that the flaw has been detected. This method is quick, efficient, and non-intrusive, making it a preferred testing method for many industries.
There are two main types of MT techniques: wet and dry. Wet MT involves applying a magnetic particle suspension to the test object’s surface. Dry MT involves using dry magnetic particles that are applied to the test object’s surface and then magnetized.

Magnetic Particle Testing (MT) Applications
Some of the applications of Magnetic Particle Testing include:
1. Aerospace Industry: MT can be used to identify aircraft engine surface cracks and prevent catastrophic failures. MT is also effective for inspecting aircraft components such as landing gear, airframes, and hydraulic systems.
2. Oil and Gas Sector: Pipelines and storage tanks must be inspected regularly to ensure their structural integrity and to detect defects that could lead to leaks or spills.
3. Automotive Industry: MT can detect the presence of cracks in engine components, suspension parts, and wheel hubs, ensuring that these parts are safe for use.
4. Manufacturing Industry: Machine parts, tools, and other metal products often undergo MT to detect surface cracks or defects that could lead to failures.
4. Radiographic Testing (RT)
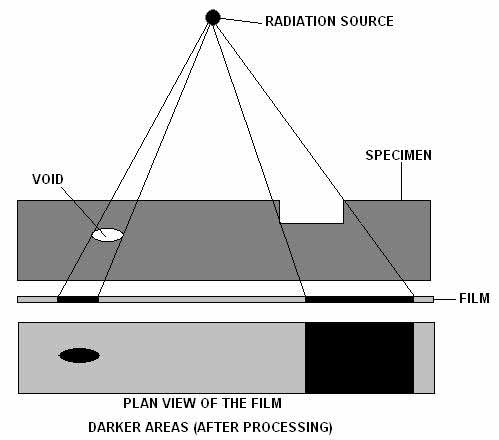
Radiographic Testing, also known as RT, is an NDT method that utilizes a radiation source to produce images of the internal structure of objects. RT is commonly used in various industries for weld quality control, material and weld quality control in the shop, and plant fabrication to detect subsurface flaws in welded joints and hidden flaws located at significant depths.
Radiographic testing uses X-ray or gamma radiation to produce images showing defects inside the test specimen. In this method, the radiation passes through the test specimen, and the differential absorption of the material due to differences in density and thickness will result in unabsorbed radiation that will be recorded by a medium placed on the opposite side of the test specimen.
Related Article: A Guide To Radiographic Films And Intensifying Screens.
Radiographic Testing (RT) Applications
Here are some of the most common applications of RT:
1. Weld quality control: RT can detect internal defects in welds, such as porosity, lack of fusion, and slag inclusions. By identifying these defects, we can ensure sound and defect-free weld joints.
2. Material quality control: RT is also used for material quality control. It can detect defects such as inclusions, voids, and cracks in fabricated parts before they are installed in equipment or structures.
3. Corrosion investigation: RT is also used for corrosion investigation and wall thickness determination in operational piping and vessels using “shadow shots.”
5. Ultrasonic Testing (UT)
Ultrasonic Testing (UT) is an NDT technique that uses high-frequency sound waves to detect flaws or defects in materials and structures. Defects on the material deflect the sound waves, resulting in attendant loss of energy or attenuation upon traversing the sound waves back to the transducer. The reflected beam is then recorded and analyzed to identify the presence and location of the discontinuities.
UT is widely used in various industries, including oil and gas, manufacturing, aerospace, and automotive, to ensure quality control and safety in their operations.

Ultrasonic Testing (UT) Applications
Here are some applications of UT:
1. Weld quality control: UT is commonly used to inspect welds for defects such as cracks, lack of fusion, and porosity.
2. Corrosion surveys: UT can be used to measure the thickness of metal components to monitor for corrosion.
3. Wall thickness testing: UT can also be used to quickly and accurately measure the thickness of pipes, vessels, and other structures.
4. Material inspections: UT can be used to inspect materials for defects such as cracks, voids, and inclusions.
Advancements in UT technology have expanded the application of the technique. For example, phased-array UT uses multiple probes that can be controlled electronically to scan an object and create a detailed image of its internal structure.
This technology is particularly useful for inspecting complex geometries and detecting small defects that traditional UT techniques may have missed. It also produces 3D imaging that creates detailed three-dimensional images of objects, which can be used for further analysis and inspection.
6. Acoustic Emission Testing (AE)
Acoustic Emission Testing (AE) is a non-destructive testing technique used to detect and monitor the release of ultrasonic waves that occur when materials fracture under stress. AE works by detecting high-frequency signals generated by the internal stresses and deformations in a material when placed under load. These signals are then analyzed to identify any defects that may be present within the material.
AE is popular in inspecting pressure vessels, pipelines, storage tanks, and aircraft structures for defects.
Acoustic Emission Testing (AE) Applications
The following are AE’s various applications in Non-Destructive Testing:
1. Pressure Vessels: AE can detect defects such as cracks, voids, and deformation in a pressure vessel, enabling early intervention and repair before damage occurs.
2. Pipelines: AE can help in detecting and monitoring pipeline defects such as corrosion, erosion, cracks, and fatigue.
3. Storage Tanks: AE can help detect and monitor defects such as corrosion, stress corrosion cracking, and weld defects in storage tanks.
4. Aircraft Structures: Aircraft structures are subjected to various loads during operation, which can lead to defects such as cracks and deformation. The use of AE helps detect and monitor defects in aircraft structures, enabling early intervention and repair.
Manufacturing Processes: AE can also be employed to inspect manufacturing processes to identify defects or flaws in the materials being produced.
7. Electromagnetic Testing / Eddy Current Testing (ET)
Electromagnetic Testing (ET) is an NDT technique that utilizes the principle of electromagnetic induction to detect and measure discontinuities in conductive materials.
There are three electromagnetic testing techniques: Eddy current testing, Alternating Current Field Measurement (ACFM), and Remote Field Testing (RFT). This categorization is based on the penetration depth and frequency of the electromagnetic waves used in testing, as well as the intended application of the test.
Eddy Current Testing (ECT) is the most commonly used ET technique, as it can detect surface and subsurface flaws in conductive materials and measure the thickness of non-conductive coatings.
Alternating Current Field Measurement (ACFM) is a remote surface testing technique suitable for detecting flaws in ferromagnetic materials. ACFM can accurately identify cracks and other defects in welds, forgings, and castings.
Remote Field Testing (RFT) is a technique used to detect wall loss and corrosion in thick-walled pipelines and storage tanks. RFT can detect flaws in pipes and tanks’ internal and external surfaces, measuring the metal loss through the pipe or tank thickness.
Eddy Current Testing (ET) Applications
Electromagnetic Testing (ET) technique is widely used in various industries, such as:
1. Aircraft Structures and Components: Eddy current testing (ECT) is commonly used to detect surface cracks, corrosion, and material fatigue in aircraft structures, such as wings, fuselage, and engine components.
2. Oil and Gas Industry: Remote Field Testing (RFT) is commonly used to detect wall loss and corrosion in thick-walled pipelines and storage tanks, measuring the metal loss through the pipe or tank thickness.
3. Automotive Industry: ECT can detect surface and subsurface flaws in engine parts, brake components, and suspension systems.
4. Manufacturing Industries: Electromagnetic induction techniques are used for material sorting, detecting laminations, and inspection of critical components such as bearings, gears, and shafts.
8. Leak Testing (LT)
Leak testing (LT) involves detecting and locating any leaks that may compromise a system’s functionality, structural integrity, safety, or environmental impact. Leak testing detects and locates leaks in various systems and components by employing specialized techniques and methods.
Leak Testing (LT) Applications
Here are some of the LT applications in various industries:
1. Aerospace Industry: The most suitable LT methods for aerospace are bubble leak testing, helium mass spectrometer testing, and pressure decay testing. Bubble leak testing is suitable for detecting large leaks in tanks, pipes, and small components. Helium leak detection can detect tiny leaks and is ideal for identifying leaks in sealed components and structures. Pressure decay testing can detect leaks in pneumatic systems.
2. Pharmaceutical Industry: The most commonly used LT methods for pharmaceuticals are vacuum decay testing, pressure decay testing, and tracer gas testing. Vacuum decay testing is suitable for leak-testing blister packages, syringes, and vials that contain liquid or powder. Pressure decay testing can detect the smallest leaks in devices and components that can withstand compression and decompression cycles. Tracer gas testing is suitable for detecting leaks in complex systems such as pipelines and tanks.
3. Oil and Gas Industry: The most suitable LT methods for this industry are pipeline integrity testing, hydrostatic testing, and ultrasonic testing. Pipeline integrity testing detects and locates leaks in large pipelines using sophisticated sensors and monitoring systems. Hydrostatic testing involves filling pipelines with water to detect leaks by measuring pressure drops. Ultrasonic testing is suitable for detecting defects and leaks in welds, tanks, and pipes.
4. Automotive Industry: The most suitable LT methods for the automotive industry are mass spectrometer, pressure decay, and bubble testing. Mass spectrometer testing is suitable for detecting leaks in fuel systems, transmissions, and engines. Pressure decay testing is suitable for detecting leaks in hydraulic systems and brake systems. Bubble testing is suitable for detecting leaks in radiators and air conditioning systems.
9. Thermal/Infrared Testing (IRT)
Thermal or Infrared Testing (IRT) is an NDT technique that uses thermal imaging to detect, measure, and analyze heat distribution and temperature variations in a workpiece. IRT is widely used in predictive maintenance to determine the condition of equipment and identify potential faults before they occur.
There are two types of thermography, passive and active. Passive thermography involves the measurement and analysis of the natural heat distribution and temperature variations of a workpiece. Active thermography involves the application of heat to the surface of a workpiece and the measurement and analysis of the heat response.

Thermal/Infrared Testing (IRT) Applications
IRT has numerous applications in non-destructive testing, such as:
1. Detecting Structural Defects: By measuring the temperature distribution of the surface, IRT can detect cracks, delamination, voids, and other defects that may compromise the structural integrity of a material.
2. Detecting Electrical Problems: By detecting hot spots, IRT can identify potential electrical issues such as corona, short circuits, overloaded circuits, and much more.
3. Monitoring Rotating Equipment: By monitoring thermal patterns in rotating machines, IRT can detect potential problems such as damaged bearings, unbalanced loads, and misalignments.
4. Detecting Pipeline Leaks: By detecting temperature changes in the surface of a pipeline, IRT can identify areas where leaks may occur.
5. Detecting Moisture: IRT detects moisture levels by scanning the material’s surface. By indicating temperature variations, the device helps identify moisture locations in the structure.
Conclusion
In conclusion, Non-Destructive Testing provides a safe and reliable way to test the condition of materials, components, and assemblies. It helps to prevent costly breakdowns and detect defects before they become hazardous or costly and for preventive maintenance procedures.
Choosing the right method is an important decision that must be made depending on what kind of material needs to be tested and what conditions are present. Ultimately, an NDT inspection will help ensure safety, reliability, and quality for any given situation.
Reference: