
You can weld or join two pieces of metal in various ways; however, gas welding, or as it is known oxy-fuel welding or oxyacetylene welding, is one of the oldest forms of heat-based welding, and even today, gas welding is the only process that can be used when there is no electricity.
In this article, we will be discussing the following topics: what is gas welding and how it is done, gas welding machine and its parts, fuel gasses used in gas welding, the difference between the gas welding torch and the gas cutting torch, advantages and limitations of gas welding, application, and safety considerations.
What is gas welding?
Oxy-fuel welding, more commonly known as oxyacetylene welding, or gas welding, is used for gas welding and gas cutting. Oxygen-acetylene gas welding was first developed and used in 1903 by the French Engineers Edmond Fouche and Charles Picard. Pure oxygen was used instead of ordinary air to increase the flame temperature. Before the advent of arc welding with flux coated rods, gas welding was the only process available for good quality welding.
You can define gas welding as a welding process where two metal parts are welded by heating with a flame formed by the combustion of a fuel gas with oxygen. Acetylene is the commonly used fuel gas, and when correct proportions of oxygen and acetylene are mixed in a gas welding torch, you will get a hot flame of around 3200º C. You can vary the proportion of acetylene and oxygen to get the desired type of flame. Gas welding can be done with or without using a filler material.
Other fuel gases like propane, hydrogen, and natural gas can be used for welding lower melting point metals like nonferrous metals, brazing, and silver soldering.
Types of flames in gas welding
Three are three different types of flames such as neutral/natural, oxidizing, and carburizing.

Neutral flame – Gas welders use the neutral flame as the starting point. In the neutral flame, the acetylene gas is completely burned in the oxygen and the surrounding air. A neutral flame is chemically neutral. This flame has two parts, a light blue inner cone and a dark blue (fading to colorless) outer cone. The tip of the inner cone is the hottest part, and this is where the acetylene and oxygen combine and burn. The neutral flame has oxygen and acetylene in equal proportions, and this is usually used for welding.
Carburizing flame – An excess acetylene added to the neutral flame creates the carburizing flame. Carburizing flame has three zones, the hotter inner cone, a white-hot zone (acetylene feather), and the blue-colored outer cone.
Oxidizing flame – An excess oxygen added to the neutral flame creates an oxidizing type of flame. The oxidizing flame is hotter than the other two flames. The oxidizing flame usually is not preferred since it creates unwanted oxides on the metals. The inner cone of the oxidizing flame gets a purple tinge, and the flame sound becomes harsh.
How gas welding is done?
The gas oxygen and acetylene are stored in high-pressure cylinders and have pressure regulators to control the outflow of the gas. There are two pressure gauges on each cylinder. The gas cylinders are connected to the welding torch through good-quality gas hoses. The mixing of the gases (oxygen and acetylene) happens in the welding torch. The gas welding process emits radiation, and hence wearing welding goggles is a must.
A mixture of fuel gas (normally acetylene) and oxygen undergoes combustion. It produces a flame of temperature 3200ºC (approximately), and this temperature is sufficient to melt the steel workpieces and fuse them together into a strong joint. Once the flame is on the workpiece, the high temperature causes the metal to melt and form a weld pool, and at this point, the metal can be made to fuse together with or without adding the filler metal. Filler material with flux can be used, and the flux helps prevent oxidation.
The weld pool area is protected from the atmosphere by the outer zone of the flame. You should complete the welding by slowly retracting the flame from the weld joint, allowing it sufficient time to harden without oxidation. The gas welding fumes generated during the welding can be from the work material, filler material, and fluxes. The temperature produced in gas welding is much low compared to other types of welding like arc welding.
Gas welding is usually used for thin sheets welding, like automobile bodies, and the initial cost of the equipment is low and affordable. Gas welding is not popular for commercial use or thick plate welding since welding quality is inferior compared to other types of welding like arc welding.

The different techniques of oxy-acetylene gas welding are forward gas welding, backward gas welding, and vertical gas welding.
Forward gas welding (also called leftward gas welding) – You, as a gas welder, holds the welding torch in your right hand, filler rod in your left hand, and do the welding starting from the right and moving towards the left. You can hold the welding torch and the filler rod at suitable and convenient angles.
Backward gas welding (also called rightward gas welding) – This is similar to forward welding, and the only difference is you will start doing the welding from your left and move towards the right. You can hold the welding torch and the filler rod at suitable and convenient angles.
Vertical welding – In this type of welding, you will hold the welding torch in your right hand, filler rod in your left hand, and the welding progresses from the bottom towards the top. The filler rod moves ahead of the flame. Welding in the overhead and vertical locations usually are slow compared to horizontal locations.
A wire brush is used to clean the weld area before and after welding, and a chipping hammer is used to chip off the flux coating.
Different fuel gases such as acetylene, hydrogen, gasoline, propylene, and others are used in combination with oxygen for welding or brazing. Each fuel gas has its characteristics; some fuel gas may burn to reach high temperatures while others may not. The choice of the fuel gas depends on the project type and work. The most commonly used fuel gas is acetylene, and many people use the phrase oxy-acetylene welding in place of gas welding.
The gas pressures in gas welding are set as per the recommendation of the gas torch manufacturer. A good gas welder modifies the welding speed to maintain a uniform weld bead size for the complete length of the weld. The welder can adjust the action of the gas flame on the surface of the weld metal by producing a soft, harsh, or violent reaction (by varying the flow of acetylene and oxygen). However, there are limitations as to which type of flame can be used for welding. The harsh, forceful flame may blow away the molten metal from the weld pool, and a flame that is too soft will not have the stability.
Gas welding machine and its parts
The complete set of gas welding equipment consists of oxygen and fuel gas stored in individual cylinders, two pressure regulators and two pressure hoses (one for each cylinder), and a welding torch. The two hoses connect the two cylinders to the welding torch. The welding torch can also be used for soldering and brazing by changing the nozzles. The complete set of equipment is arranged on a trolley for ease of movement and portability.
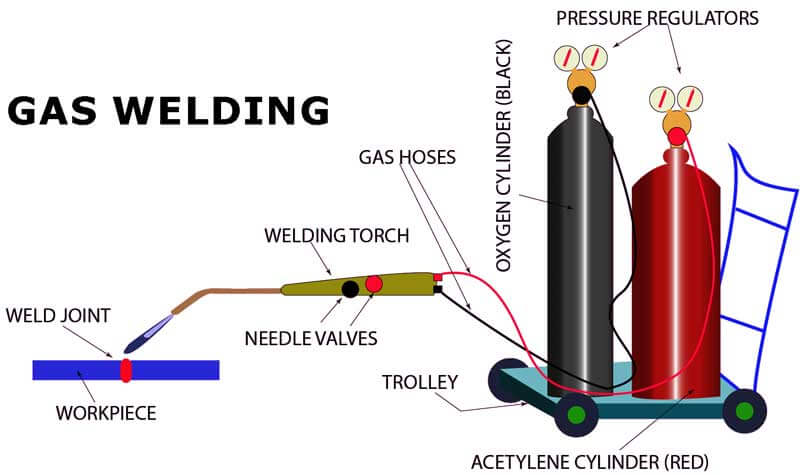
Different parts of the gas welding equipment are:
Oxygen cylinder (green color) – This cylinder contains the oxygen stored under pressure which is required for combustion. The oxygen cylinder is made of thick gauge steel to withstand the pressure. The cylinder has a regulator with two pressure gauges. The regulator is connected to the gas torch through a good-quality pressure hose.
Fuel gas cylinder (red color) -The fuel gas cylinder is made of thick gauge steel and is completely sealed to prevent leakage of the compressed fuel gas stored inside the cylinder. This cylinder has a regulator with two pressure gauges. The regulator is connected to the gas torch through a good-quality pressure hose.
Control valves – Both the oxygen and the fuel gas cylinders have their own control valves. Control valves control the amount of gas going out of the cylinder, and using the control valves; you can control the ratio of the fuel gas and oxygen mixture.
Pressure gauges – There are two pressure gauges on each cylinder (oxygen and acetylene). One pressure gauge indicates the pressure of the gas inside the cylinder, and the other pressure gauge indicates the pressure of the gas in the hose.
Hoses connecting the gas welding torch with the gas cylinders – The hoses are of good quality and can withstand high pressure. The hose connecting the oxygen cylinder and the welding torch is green, and that connecting the acetylene cylinder and the welding torch is red.
Mixer chamber – The mixer chamber is a part of the gas welding torch, and this is where the fuel gas and oxygen get mixed together before flowing out through the nozzle of the gas welding torch. The hoses from the fuel and oxygen cylinders connect to the mixer chamber. The oxygen and the acetylene enter the mixing chamber through the hoses, and there is one needle valve each for the entry of oxygen and acetylene into the mixing chamber. The valves are used for fine-tuning the ratio of fuel gas and oxygen.
Gas welding torch – A gas welding torch is where the fuel gas and oxygen are mixed before combustion. The welding torch has the mixer chamber at one end and a nozzle at the other end.
The acetylene and oxygen mixture exit from the nozzle to ignite (the welder uses a lighter). There will be a set of nozzles that can be fitted on the gas welding torch for different applications. The gas welding torch is designed to accommodate different sizes of copper nozzles (swan neck type) that allow the proper intensity of the flame to be used. There is a relationship between the thickness of the metal to be welded, nozzle size, and the welding speed.
Flame traps – Typical flame traps are fitted between the hoses and the regulator on the cylinder. The flame trap is a safety device and prevents a flame generated by a ‘flashback’ from reaching the gas cylinder. The major causes of flashbacks are overheating of the gas welding torch or failure to purge the hoses.
Color code – The hoses and gas cylinders used in gas welding are color-coded for easy identification. The acetylene cylinder and the hose connecting the acetylene cylinder and the welding torch are red. Similarly, the color of the oxygen cylinder and the hose connecting the oxygen cylinder and the welding torch are green.
Fuel gases used in gas welding
Acetylene is the popular fuel gas used in gas welding due to its favorable flame characteristics and high temperature. Other fuel gases used are gasoline, hydrogen, propane (LPG), etc. These gases do not provide sufficient heat required for welding; however, they can be used for soldering and brazing.
Acetylene – Acetylene is the popular fuel gas used for gas welding and gas cutting. Due to the popularity of acetylene, people often use the phrase ‘oxy-acetylene welding’ or ‘oxy-acetylene cutting’ instead of gas welding or gas cutting. However, acetylene is not stable for underwater welding or cutting. Hydrogen is preferred for underwater welding or cutting.
Gasoline – Oxy-gasoline torches perform pretty well. It is useful specifically at places where bottled fuel gas is not available. The cutting efficiency of the oxy-gasoline flame is equivalent or sometimes better than the oxy-acetylene flame.
Hydrogen – Oxy-hydrogen flame is suitable for welding and cutting aluminum. You can get a temperature of 2000ºC for hydrogen mixed with air at atmospheric pressure and 2800ºC when hydrogen is mixed with pure oxygen in the ratio of 2:1. Due to hydrogen embrittlement, hydrogen is not used for welding steel and ferrous metals. Hydrogen can be used for underwater welding and cutting.
Propane or LPG (Liquefied Petroleum Gas) – Oxy-propane is generally used for metal cutting. Oxy-propane does not produce a high temperature like oxyacetylene, and hence it is normally not used for welding. However, oxy-propane cuts faster than oxyacetylene, and cut edges are much cleaner. Oxy-propane is preferred for the heating and bending process. Propane is cheaper than acetylene and is easily available; hence, oxy-propane is used for cutting scrap. A standard oxyacetylene torch can be used for oxy-propane; however, it is not recommended. A special oxy propane torch is usually used, which is much easier to light and less likely to blow out than when using oxyacetylene torches.
Other fuel gases used are natural gas, butane, and propylene.
Difference between the gas welding torch and the gas cutting torch
The gas welding torch is used for gas welding and is typically carried out by burning an equal volume of the fuel gas (acetylene) and oxygen. The construction of the gas welding torch has two needle valves enabling the operator to fine-tune (adjust) the flow of acetylene and oxygen into the mixing chamber (for delivery of acetylene and oxygen in an equal ratio).
The flame reaches a temperature of 3200ºC (approximately) which is sufficient to melt steel and other metals. Filler metal is added wherever required.

An oxyacetylene gas cutting torch is similar to the gas welding torch, has all its features, except that the nozzle used is a special cutting nozzle. This cutting nozzle has an outer ring of holes through which the oxyacetylene gas flows and a hole at the center through which additional oxygen flows. A lever controls the additional flow of oxygen through the hole in the center. The operator can trigger the level to allow the flow of additional oxygen.
This lever (for oxygen) does not exist on the gas welding torch.

During gas cutting, the metal is heated till it becomes red hot, and at this point, the flow of oxygen is increased by triggering the lever. The increased oxygen reacts with the hot metal, makes the metal get oxidized, and produces more heat to help the cutting process.
The melting point of the metal oxide is less than the melting point of the metal being cut (50% less). As the metal turns hot, it is converted to molten metal oxide and flows away from the cutting zone. However, a part of the metal oxide clings to the cut surface as slag, and this can be removed with a chipping hammer or grinding.
All carbon-containing steels can be oxidized and hence can be cut using a gas cutting torch. However, this gas cutting process cannot be used for nonferrous metals and stainless steel.
Advantages and limitations of gas welding
Advantages
- Gas welding is a simple process, easy to learn and operate, and even a low-skilled operator can do gas welding.
- The initial cost of the gas welding equipment is affordable. Gas welding is cost-effective for repair and construction work.
- Gas welding equipment is very compact and has high portability, the whole equipment fits on a trolley, and you can easily take it to the location required.
- Unlike other welding methods, gas welding does not need electricity. This makes it flexible, and you can use it even in remote areas where there is no grid power.
- Gas welding can be used to weld both ferrous and non-ferrous metals and can be used for soldering, brazing, and heating.
- You can use gas welding equipment, for gas cutting, simply by using a different torch.
- Gas welding is suitable for welding in confined locations since it requires only safety glasses (as against safety helmets required for arc welding).
- When it comes to welding thin gauge sheets like car body parts, gas welding is more suitable than other welding methods.
Limitations
- Gas welding is not suitable for welding thick sections due to the limitation of maximum temperature.
- Gas welding is not suitable for welding tough steels.
- The maximum temperature reached in gas welding is much less compared to arc welding.
- Gas welding filler material does not have dedicated flux coating (like in arc welding).
- The surface finish of gas welding is not good and needs secondary finishing operations.
Application of gas welding
Gas welding finds its application in many industries, and many of the general applications are listed below.
- Gas welding is used in the automotive industry for the welding of the vehicle body, chassis parts, etc.
- Gas welding is used in welding and joining the sheet metal parts of an aircraft.
- You can see the repair of automobile body parts, exhaust pipe repair done in your local town garage using gas welding.
- Gas welding is suitable and economical for the welding of pipes used for different applications.
- Gas welding can be used for ferrous and nonferrous metal welding.
- Gas welding is more suitable for the repair of grey cast iron defects when compared to arc welding. The defect area can be ground off with a handheld rough grinder, preheated to about 600ºC using gas welding, and then gas welded using a cast iron rod to build up the area.
- Miniature gas torch and small gas bottles find their application in the manufacture of jewelry.

Safety consideration during gas welding
- The gas cylinders should be stored with their protective caps on when not in use.
- Do not undertake gas welding or gas cutting in any area where flammable items or goods are stored, specifically highly inflammable substances like oil, gas, gasoline, and other flammable items like wood, paper, etc.
- Acetylene at high pressure can be dangerous.
- Before attempting to do gas welding, learn how to use the equipment and how to regulate the fuel gas and oxygen entering the mixing chamber of the welding torch.
- Always wear your safety gear such as goggles, shoes, an apron, a safety helmet, and hand gloves. The gas flame and molten metal emit radiation, and eye protection is very important.
- The acetylene and the oxygen cylinders should be appropriately positioned on the trolley, and they should not topple. The toppling of gas cylinders can be very dangerous since they are stored at high pressure, and a damaged regulating valve (due to toppling) may allow the gas out at high pressure.
- The gas welding fumes are not suitable for human health, and the area of gas welding should have a sound ventilation system. If you are gas welding zinc-coated sheets, the fumes can be very harmful.
- There must be sufficient firefighting equipment in the area of gas welding or gas cutting.
- Before you remove the regulator from the cylinder valve, close the cylinder valve and release the gas left out in the regulator.
- The cylinders and hoses should have distinct colors to differentiate them. The color of the LPG/acetylene cylinder and the hose is red, and that of the oxygen cylinder and hose is green. The cylinder shapes can also be different.
Conclusion
Despite many advanced welding processes available today, oxy-acetylene gas welding is popular even today for welding thin steel sheets (up to 5 mm thickness), for preheating a part, for hot bending, for doing brazing/soldering, and for doing various repair jobs. The low cost of the equipment, portability, and the lower skill level required make gas welding that much popular.
References:
- ScienceDirect.
- The Welding Institute (TWI Global).
- Wikipedia Encyclopedia.




